

પ્લેનેટરી રોલર સ્ક્રૂઉદ્યોગ શૃંખલામાં અપસ્ટ્રીમ કાચા માલ અને ઘટકોનો પુરવઠો, મિડસ્ટ્રીમ પ્લેનેટરી રોલર સ્ક્રુ મેન્યુફેક્ચરિંગ, ડાઉનસ્ટ્રીમ મલ્ટી-એપ્લિકેશન ફીલ્ડ્સનો સમાવેશ થાય છે. અપસ્ટ્રીમ લિંકમાં, પ્લેનેટરી રોલર સ્ક્રુ માટે પસંદ કરાયેલ સામગ્રી મોટે ભાગે એલોય સ્ટ્રક્ચરલ સ્ટીલ છે, અને નટ્સ અને રોલર્સ માટે પસંદ કરાયેલ સામગ્રી ઉચ્ચ-કાર્બન ક્રોમ બેરિંગ સ્ટીલ છે; ભાગોમાં સ્ક્રૂ, નટ્સ અને અન્ય મુખ્ય ઘટકોનો સમાવેશ થાય છે. ડાઉનસ્ટ્રીમ એપ્લિકેશન દૃશ્યો ઓટોમોટિવ, તેલ અને ગેસ, તબીબી સાધનોથી લઈને ઓપ્ટિકલ સાધનો, એન્જિનિયરિંગ મશીનરી, રોબોટિક્સ, ઓટોમેશન અને મશીન ટૂલ સાધનો સુધીના ઉદ્યોગોની વિશાળ શ્રેણીને આવરી લે છે.
પ્લેનેટરી રોલર સ્ક્રૂનો ઉપયોગ સામાન્ય રીતે એક્ટ્યુએટિંગ ભાગો તરીકે થાય છેમોટરતાજેતરના વર્ષોમાં વિવિધ ઉદ્યોગોમાં, ખાસ કરીને ઉડ્ડયન અને એરોસ્પેસમાં વ્યાપકપણે ઉપયોગમાં લેવાતા એક્ટ્યુએટર્સ, જેને મોટર એક્ટ્યુએટર્સ માટે વજન અને લ્યુબ્રિકેશન વગેરે જેવી ઉચ્ચ આવશ્યકતાઓની જરૂર પડે છે. તેથી, મોટર સાથે મેચ કરવા માટે પ્લેનેટરી રોલર સ્ક્રૂ ડિઝાઇન કરવા ખૂબ જ મહત્વપૂર્ણ છે.એક્ટ્યુએટરસિસ્ટમો, અને યાંત્રિક ગુણધર્મોની ખાતરી આપતી વખતે ઉદ્યોગ એપ્લિકેશનોની જરૂરિયાતોને ધ્યાનમાં લેવી આવશ્યક છે.
થ્રેડ અને દાંતની પ્રક્રિયા કરતી વખતે ડિઝાઇનનો વિચાર કરવો જોઈએ, સ્ક્રુનો વ્યાસ નાનો હોય, રોલર દાંતના મોડ્યુલસના દાંતની સંખ્યા ઓછી હોય. રુટ કટ ડિસલોકેશનને ધ્યાનમાં રાખીને ડિઝાઇન કરવી જોઈએ અને ખાતરી કરવી જોઈએ કે સ્ક્રુની મધ્ય રેખા અને ગિયર કેન્દ્ર રેખા સંયોગ અને અન્ય મુદ્દાઓ. કયા પ્રકારની ગિયર દાંત પ્રક્રિયા પદ્ધતિ મહત્વપૂર્ણ છે, ગિયર દાખલ કરવાની પદ્ધતિનો સામાન્ય ઉપયોગ, પરંતુ આ થ્રેડના લોડ-બેરિંગ વિભાગના ભાગને નુકસાન પહોંચાડશે, સિસ્ટમ લોડ ક્ષમતા ઘટાડશે.
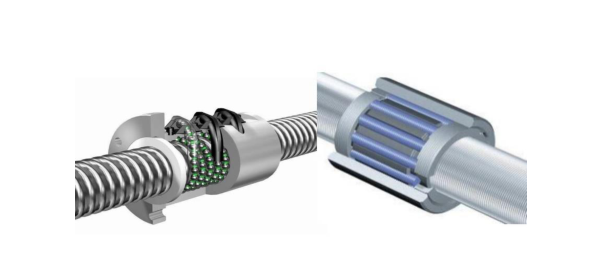
પ્લેનેટરી રોલર સ્ક્રૂ એસેમ્બલ કરવા વધુ મુશ્કેલ છે, મુશ્કેલી એ સુનિશ્ચિત કરવાની છે કે રોલર થ્રેડો ગિયર દાંત સાથે ગોઠવાયેલા છે અને સાથે સાથે અનેક રોલરોને ક્રમિક રીતે ઇન્સ્ટોલ કરવાની મંજૂરી આપે છે. ફેઝ મેચિંગ સમસ્યાને ઉકેલવાની બે પદ્ધતિઓ: લોડ વહન ક્ષમતા અને ટ્રાન્સમિશન કાર્યક્ષમતાના ખર્ચે થ્રેડ ક્લિયરન્સ વધારવું; અક્ષીય માઉન્ટિંગ સ્થિતિને સમાયોજિત કરવી, જે નાના પિચ માટે યોગ્ય છે પરંતુ મોટા પિચના કિસ્સામાં રોલર દાંત આંતરિક ગિયર રિંગથી અલગ થઈ શકે છે.

પ્લેનેટરી રોલર સ્ક્રૂની પ્રક્રિયા કરતી વખતે, કારણ કે તે શક્તિ પ્રસારિત કરવા માટે રોલિંગ ઘર્ષણ પર આધાર રાખે છે, ઘર્ષણ અને ઘસારો પર ધ્યાન આપવું જરૂરી છે. સ્ક્રૂની વિશ્વસનીયતા અને જીવનકાળ સુધારવા માટે યોગ્ય લુબ્રિકેશન, સચોટ મશીનિંગ અને સ્વચ્છ વાતાવરણ જરૂરી છે.

પ્લેનેટરી રોલર સ્ક્રુ ડ્રાઇવ કામગીરી અને ચોકસાઈની જરૂરિયાતોને પૂર્ણ કરવા માટે, સૌથી લાંબુ કાર્યકારી જીવન અને સૌથી વધુ ભાર વહન ક્ષમતા મેળવવા માટે, થ્રેડેડ રેસવેમાં ચોક્કસ કઠિનતા હોવી આવશ્યક છે, સામાન્ય રીતે HRC58~62, રોલર માળખું કદમાં નાનું હોય છે, અને મુખ્ય લોડ બેરિંગના થ્રેડેડ દાંત, તેની કઠિનતા સામાન્ય રીતે HRC62~64 હોય છે.
ઉચ્ચ તાપમાન કાર્યકારી વાતાવરણ અથવા PRSPRS દ્વારા પ્રક્રિયા કરાયેલ સ્ટેનલેસ સ્ટીલ સામગ્રી માટે, થ્રેડેડ રેસવે ઉચ્ચ તાપમાન કાર્યકારી વાતાવરણ અથવા સ્ટેનલેસ સ્ટીલ સામગ્રી સાથે પ્રક્રિયા કરાયેલ PRS માટે, થ્રેડેડ રેસવે HRC<58 ની સપાટીની કઠિનતા યોગ્ય છે.
પોસ્ટ સમય: એપ્રિલ-૧૬-૨૦૨૪




